Проекты/ Металлургия
Автоматизированная система управления процессом автоклавного выщелачивания цинка (АСУ ПАВЦ)
Заказчик: ХМК БГМК "Цинковый завод" Корпорации "Казахмыс",
г.Балхаш, республика Казахстан
Описание объекта автоматизации
Цех автоклавного выщелачивания предназначен для извлечения цинка из концентрата в раствор путем выщелачивания в автоклавах под высоким давлением. В цехе предусмотрены три независимые линии выщелачивания, каждая из которых включает в себя: автоклав, бак-самоиспаритель и бак-кондиционер. Выщелачивание цинка производится по двухстадийному принципу. Цех разработан таким образом, чтобы обеспечивать большую гибкость, поэтому каждая из автоклавных линий может работать либо на первой стадии, либо на второй, либо находиться в резерве. Также на всех дозировочных и выгружных линиях предусмотрены резервные насосы. Гибкость дает возможность регулярно переключать автоклавные линии для перенастройки, техобслуживания или ремонта оборудования линий без останова всего цеха.
Количество процессных объектов
| Процессные объекты / PLC |
АСУ (DCS) |
ПАЗ (DCS) |
Всего |
| Аналоговые параметры |
238 |
67 |
305 |
| Дискретные параметры |
131 |
4 |
135 |
| Механизмы |
Мешалки |
37 |
0 |
37 |
| Насосы |
51 |
3 |
54 |
| Насосы с ПЧ |
14 |
4 |
18 |
| Отсечные клапаны |
45 |
61 |
106 |
| Регулирующие клапаны |
28 |
21 |
49 |
| Ленточные фильтры |
2 |
0 |
2 |
| Контуры регулирования |
45 |
27 |
72 |
| Всего |
591 |
187 |
778 |
Структура системы
АСУ ПАВЦ включает в себя два уровня аппаратных средств - нижний, выполняющий функции сбора, обработки информации и локального управления, и верхний, предназначенный для задач дистанционного управления, наблюдения за ходом процесса, а также архивирования и протоколирования.
Нижний уровень состоит из двух подсистем: автоматизированной системы управления (АСУ – DCS) и системы противоаварийной защиты (ПАЗ – ESD), реализованных на контроллерах фирмы SIEMENS. Подсистема АСУ реализована на контроллере SIMATIC S7-400 с центральным процессором CPU416-2DP и нерезервированной децентрализованной периферией ET200M. Подсистема ПАЗ реализована на резервированном контроллере SIMATIC S7-400H с центральным процессором CPU414-4H и переключаемой децентрализованной периферией ET200M.
Верхний уровень представляет собой три персональных компьютера с системой визуализации WinCC фирмы SIEMENS.
Обмен данными между контроллерами и рабочими станциями производится по высокоскоростному каналу передачи Industrial Ethernet.
Структура системы автоматизации представлена на рисунке ниже.
Структура АСУ ПАВЦ
Перечень реализуемых функций
АСУ ПАВЦ выполняет следующие функции:
- Прием и обработку аналоговых и дискретных сигналов от датчиков технологических параметров, диагностику исправности каналов измерения и датчиков (PROFIBUS PA), приведение измеренных значений к нормальным условиям (расходы пара, кислорода);
- Представление технологической информации на экранах дисплеев (по запросу или автоматически) в различных форматах по выбору оператора;
- Автоматическая сигнализация и регистрация достижения параметром аварийной и предупредительной границ;
- Формирование и вывод на экран дисплея протокола сообщений, в котором фиксируются все сообщения о предупредительной и аварийной сигнализациях, сообщения о действиях оператора и системы автоматизации, а также диагностические сообщения о неисправностях в системе;
- Одноконтурное и каскадное автоматическое регулирование; для особо важных контуров регулирования реализован режим работы с внешней уставкой, в котором уставка по регулируемому параметру рассчитывается автоматически системой, исходя из данных лабораторных анализов, обеспечивая оптимальное по качеству ведение процесса;
- Автоматическое (по алгоритму) и дистанционное (по командам оператора) управление технологическим оборудованием (насосы, мешалки, клапаны, ленточные фильтры, сгустители и т.д.);
- Подсистема противоаварийной защиты (ПАЗ) обеспечивает перевод технологического оборудования цеха в безопасное состояние в случае срабатывания аварийных или технологических блокировок, а также при выходе из строя управляющего контроллера;
- Ввод оператором результатов контрольных (в фиксированное время) и усредненных за сутки (в конце суток) результатов лабораторных анализов;
- Расчет основных технико-экономических показателей (расход сырья, энергетических потоков), формирование ежесуточных сводок по работе первой, второй стадий выщелачивания, сгущения и пр.
- Подсистема архивирования информации обеспечивает архивирование всех аналоговых параметров в кратковременном архиве с циклом опроса 2, 6 или 30 с и временем хранения 3 суток, а также в долговременном архиве с циклом опроса 6 или 30 с и временем хранения 32 суток; архивирование результатов анализов, рапортов и сводок в начале каждых суток и временем хранения не менее 3 мес; архивирование протокола сообщений (последние 10 000 сообщений); отображение архивной информации на экран дисплея (или печать на принтер) в виде таблиц (рапорты и сводки) и трендов (измеренные значения);
- Информационный обмен между управляющими контроллерами и сервером АСУ ПАВЦ по высокоскоростному каналу Industrial Ethernet (10 Mbps), при этом обмен информацией сервера с резервированным контроллером ПАЗ осуществляется по резервированному соединению; в случае отказа одного из CPU или CP контроллера обмен данными с сервером будет продолжаться через другой (работоспособный) CPU и CP;
- Обмен данными между сервером и станциями операторов по высокоскоростной сети Ethernet (100 Mbps);
- Обмен информации между контроллерами подсистем АСУ и ПАЗ по резервированному соединению; в случае отказа одного из CPU (для подсистемы ПАЗ) или CP обмен данными будет продолжаться по второму (работоспособному) соединению;
- Подсистема диагностики диагностирует: программные средства (наличие сбоев и ошибок в работе программного обеспечения); аппаратные средства нижнего уровня – выход из строя процессорных модулей, коммуникационных процессоров, модулей ввода/вывода, интерфейсных модулей и т.д.; наличие связи (обмена данными) сервера с контроллерами и между контроллерами; аналоговые датчики на обрыв, короткое замыкание и пр.; аналоговые выходы на обрыв линии; При выходе из строя аппаратных средств, отсутствии обмена данными или возникновении программных сбоев формируется соответствующее сообщение.
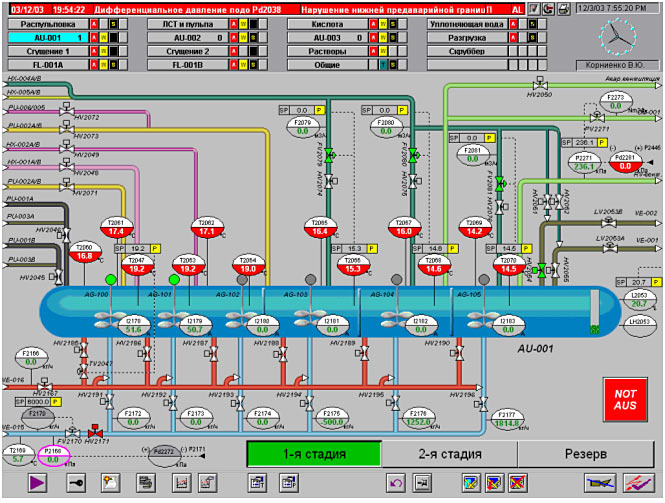
Мнемосхема "Автоклав AU-001"
Количественные и качественные характеристики АСУ ПАВЦ
Питание технических средств АСУ ПАВЦ осуществляется от сети переменного тока напряжением 3~380В 50 Гц. Во избежание порчи и потери информации предусмотрено устройство бесперебойного питания для аппаратных средств нижнего уровня и операторских станций верхнего уровня. Минимальное время буферизации при полном отключении сетевого электропитания – не менее 10 минут.
Количество входов и выходов контроллеров:
| Входы-выходы / PLC |
АСУ (DCS) |
ПАЗ (DCS) |
Всего |
| Аналоговые входы |
123 |
51 |
174 |
| Аналоговые выходы |
42 |
22 |
64 |
| Дискретные входы |
543 |
147 |
690 |
| Дискретные выходы |
165 |
72 |
237 |
| Датчики PROFIBUS PA |
95 |
0 |
95 |
| Всего аналоговых сигналов |
260 |
73 |
333 |
| Всего дискретных сигналов |
708 |
219 |
927 |
В АСУ ПАВЦ предусмотрен циклический опрос контроллером всех датчиков с периодом опроса не менее:
- Аналоговые датчики АСУ 600 мс
- Аналоговые датчики ПАЗ 400 мс
- Аналоговых выходы и дискретные входы/выходы АСУ 300 мс
- Аналоговых выходы и дискретные входы/выходы ПАЗ 200 мс
- Максимальное время реакции на аварийный сигнал блокировки ПАЗ 400 мс
Динамические характеристики системы не превышают следующих значений:
- Максимальное время обновления данных на рабочем месте оператора 2 с
- Максимальное время прохождения команды оператора и ее подтверждения 2 с
- Представление информации оператору о срабатывании 2 с
- Среднее время восстановления работоспособности технических средств 1 ч
Срок службы АСУ ПАВЦ в целом – не менее 12 лет.
|